In moderne konstruksie en nywerheid, strukturele staal en plaatfabricage dien as 'n kernproses wat die implementering van verskeie grootskaalse projekte ondersteun. Van die raamondersteunings van uiters hoë geboue en draagstrukture van see-oorbrûe tot die hoofkomponente van nywerheidswerkswinkels en korrosiebestande onderdele vir offshore-fasiliteite, bepaal die kwaliteit van strukturele staal en plaatfabricering direk die veiligheid, stabiliteit en dienslewe van ingenieursprojekte. Hierdie artikel bied 'n sistematiese en praktiese omvattende gids wat fokus op die definisie, werkvloei, metodes, materiaalkeuse en toepassings van strukturele staal en plaatfabricering.
1. Wat is strukturele staal- en plaatfabrikasie?
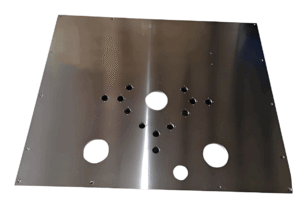
Strukturele staal- en plaatfabrikasie verwys na die hele proses om strukturele staal en staalplate te verwerk tot draagkomponente (soos balke, kolomme, beugels, trussen, ens.) wat aan ingenieursontwerpvereistes voldoen deur 'n reeks professionele prosesse, insluitend sny, buig, laswerk en montering. Dit is die kernskakel wat staalstruktuuringenieurswerk van ontwerptekeninge na fisiese konstruksie omskakel.
Dit verskil fundamenteel van gewone staalverwerking en eenvoudige laswerk: gewone staalverwerking behels slegs basiese sny en slyp van materiale sonder presiese beheer oor draagvermoë; eenvoudige laswerk is bloot “n enkele verwerkingstegniek, terwyl strukturele staal- en plaatfabricering die volle siklus van ”ontwerp – materiaalkeuse – verwerking – inspeksie" dek. Die kernvereiste is om die draagvermoë, stabiliteit en duursaamheid van komponente te verseker om by komplekse projekvereistes aan te pas. Vir scenario's met uiterste prestasievereistes, soos superhoë geboue en groot brûe, is streng nakoming van vervaardigingspesifikasies noodsaaklik.
Sleutelmaterialeienskappe
Die kernmeganiese eienskappe van strukturele staal sluit in opbrengssterkte, treksterkte, duktiliteit en lasbaarheid, wat direk ontwerp en materiaalkeuse beïnvloed.
Opbrengssterkte is die mees gebruikte aanwyser vir ontwerpers. Binne die CEN-produkstandaardsisteem weerspieël staalgrade direk die opbrengssterkte – byvoorbeeld dui S355-staal 'n minimum opbrengssterkte van 355 N/mm² aan vir materiaal diktes ≤16 mm. Opmerkenswaardig is dat die opbrengssterkte afneem namate die plaatdikte toeneem, 'n faktor wat ontwerpers in ag moet neem by materiaalkeuse.
Duktiliteit is ewe krities en meet 'n materiaal se plastiese vervormingsvermoë van knik tot breuk. Ontwerp vertrou op duktiliteit om spanningsherverdeling, uniforme lasverspreiding in boutgroepe en die uitvoerbaarheid van laswerk, buig en ander vervaardigingsprosesse te bewerkstellig.
In praktiese ingenieurswese stel verskillende scenario's verskillende prestasievereistes aan staal. S275-staal word algemeen gebruik vir spoorbrugge, aangesien sulke strukture gewoonlik deur styfheid- of moegheidontwerp eerder as deur sterkte beheer word. S355-staal is die hoofstroomkeuse vir snelwegbrugge en bied 'n optimale balans tussen verwerkbaarheid, beskikbaarheid en koste-doeltreffendheid. Hoësterkte-staalsoorte soos S460 is geskik vir gewigsgevoelige toepassings of gevalle wat 'n verminderde plaatdikte vereis, maar bied geen voordele in ontwerpe wat deur moegheid, styfheid of onstabiliteit van slanke elemente beheer word nie.
2. Verwerkingstegnologieë vir strukturele staal en plaatfabrikasie
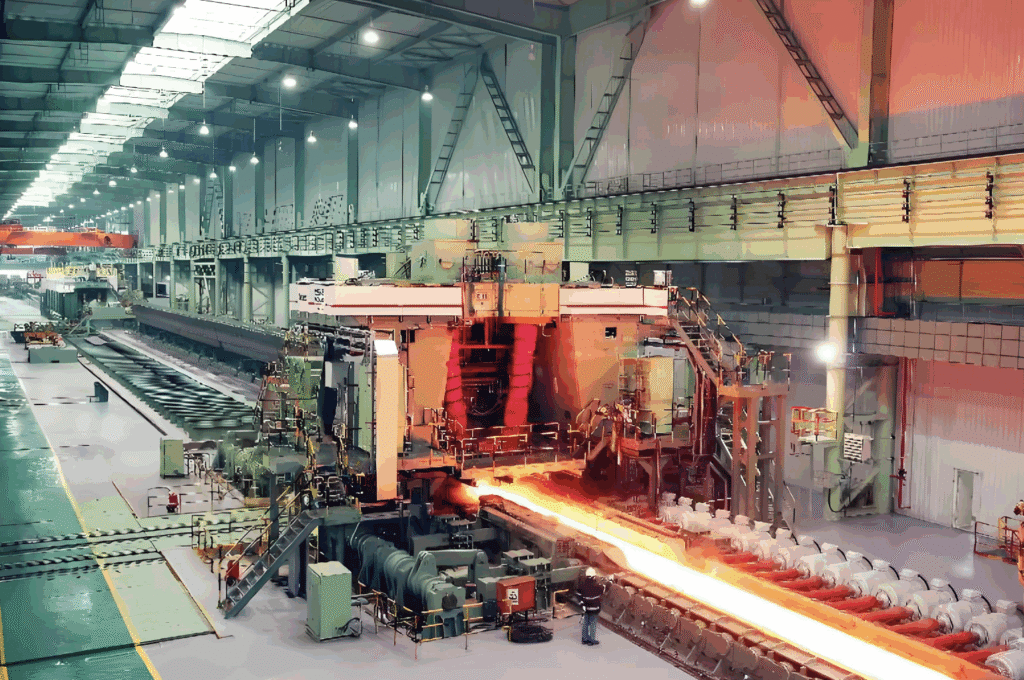
Moderne strukturele staalwerkwinkels het oorgeskakel van tradisionele handmatige bedrywighede na geoutomatiseerde en gedigitaliseerde produksiemodusse. Om hierdie prosesse te verstaan, help ontwerpingenieurs om ontwerpe te optimaliseer en ten volle voordeel te trek uit vervaardigingsvermoëns.
2.1 Sny en blankesny
Sny is die eerste verwerkingsstap wat die basiese vorm en dimensionele akkuraatheid van komponente bepaal.
Moderne snymetodes het doeltreffendheid en presisie aansienlik verbeter. Meersas-lasersentrummasjineringsentrums kan afgeronde snywerk, boutgatverwerking en ander operasies op H-balke of holseksies tot 40 voet lank in een opstelling voltooi sonder handmatige materiaalomslag. Sulke hoëpresisieverwerking elimineer samestellingsgaping op die perseel en vermy oormatige vullaswerk.
CNC-plasmasny is geskik vir vinnige uitsny van medium- en dik plate, terwyl CNC-saagmasjiene uitblink in saagwerk van afdelings op vaste lengtes. Geoutomatiseerde toerusting handhaaf snypresisie binne uiters nou toleransies en lê 'n grondslag vir daaropvolgende prosesse.
Tradisionele metodes soos vlamsny word steeds in spesifieke diktesbereike en op-terrein-montagescenario's toegepas, maar word geleidelik vervang in massaproduksie en hoëpresisieprojekte.
2.2 Vorming en Masjinering
Vormprosesse omskep plat plate in die vereiste gekromde of driedimensionele vorms.
Buig en pers maak staat op hoë-tonnage-persse. Vir komplekse gekromde oppervlaktes of die vorming van dik plate voldoen innoverende prosesse soos “neiginganalise + vlamregstelling” aan presisiebehoeftes en verlaag vormkoste.
Sekondêre masjineringswerk sluit boor, skroefdraadbewerking, freeswerk en meer in, gewoonlik uitgevoer via CNC-bewerkingsentrums ná sny. Moderne werkswinkels integreer verskeie prosesse op een enkele masjien om materiaalhantering en klemfoute te minimaliseer.

2.3 Samestelling en Verbindings
Lasertegnologie is die kern van strukturele staalverwerking. Alhoewel handmatige lasering steeds in gebruik bly, word robothandeling vinnig gewild. Moderne intelligente robotte, toegerus met boogsensoring en lasersigstelsels, kan gewrigsposisies en skuinsafmetings in reële tyd opspoor en laseringsparameters outomaties aanpas. Vir balke met geringe buiging of onvolmaakte vierkantigheid tydens montering, pas robotte dinamies spanning en bewegingssnelheid aan om konsekwente deursettingsdiepte te verseker.
In grootskaalse modulêre vervaardigingsprojekte maak robotlaswerk volle prosesoutomatisering moontlik. Op Z Modular se produksielyne werk materiaalhanteringsrobotte saam met lasrobotte om staalafdelings van verskillende spesifikasies outomaties vas te gryp, rame in beugels saam te stel en te las. Na voltooiing van die laswerk gaan die modules oor na daaropvolgende samestellingsprosesse, wat 'n algehele fabrieksvoltooiingsyfer van meer as 90,1% behaal.
Die beheer van lasdeformasie is die sleutel tot die versekering van finale presisie. Ingenieurs optimaliseer lasvolgordes, pas teen-deformasiemaatreëls toe en monitor deformasiedata in werklike tyd om laskrimping en vervorming binne die ontwerptoelatings te hou.
Boutverbindinge word wyd gebruik in demonteerbare strukture en ter plaatse-installasies. Streng prosesvereistes geld vir wrywingsoppervlakbehandeling, koppelmomentbeheer en inspeksie van hoësterkte-boutverbindinge.
2.4 Geoutomatiseerde materiaalhantering
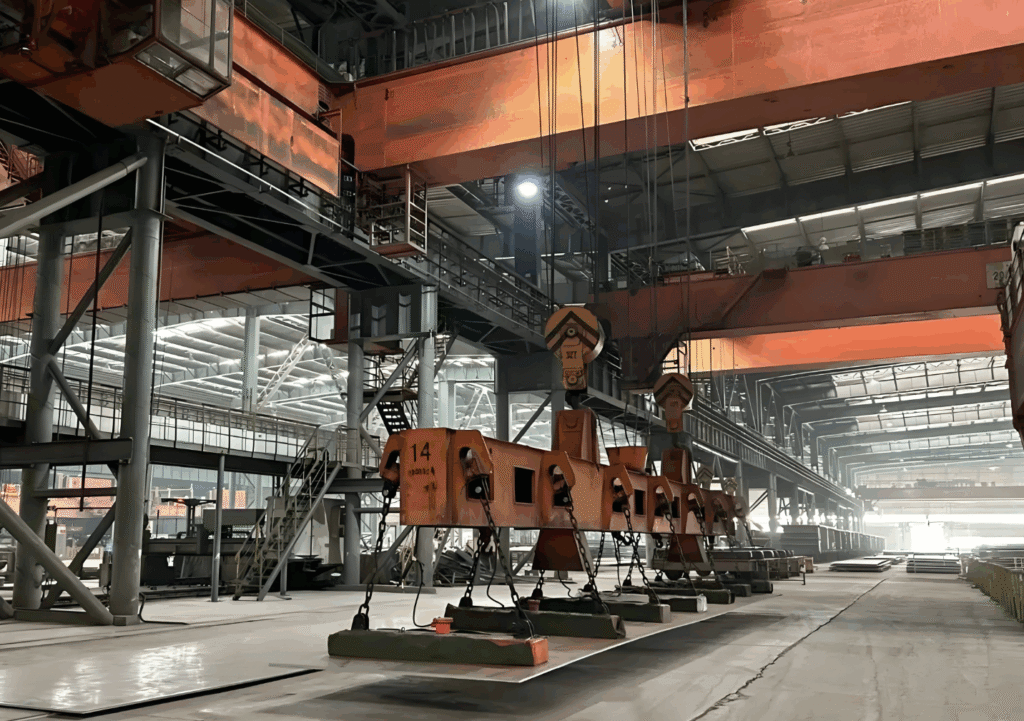
Die hantering van swaar komponente in werkswinkels verteenwoordig 'n groot bron van veiligheidsrisiko's en produksieknelpunte.
Moderne werkswinkels integreer geoutomatiseerde geleide voertuie (AGV's) en swaarpligte vervoerstelsels om grondstowwe direk vanaf bergingshofe na CNC-verwerkingslyne te lewer sonder vurkhysers. Materiële vloei word gesinchroniseer met inligtingsvloei, wat CNC-plasmasnytafels toelaat om platen gedurende nie-werkure aan te hou verwerk.
Geoutomatiseerde materiaalhantering elimineer logistieke chaos tussen prosesse, verseker stabiele en deurlopende produksie, en verbeter aansienlik toerustingbenutting en produktiwiteit.
3. Toepassings van strukturele staal en plaatfabrikasie
- Konstruksiesektor: Primêr gebruik vir raamstrukture van veelverdieping- en hooggeboue, voorgefabriseerde staalstrukture, werkswinkels, pakhuise en parkeergeriewe, sowel as gebou-gordelwande, trappe, relings en ander komponente. Vervaardigingsvereistes: komponente moet uitstekende dravermoë en stabiliteit hê om by die gebouhoogte en laadvereistes te pas. S235 en Q235-grade is geskik vir siviele geboue, terwyl S355, Q355 en hoër hoësterktegrade benodig word vir hooggeboue, tesame met korrosiebestande en brandbestande behandelings. Aangedryf deur 'n nuwe tipe urbanisering het die vraag na strukturele staalkomponente vir stedelike nutsgrotte en voorgefabriseerde geboue aansienlik toegeneem. Liggewig staalcomponente kan konstruksie-siklusse met 40% verkort en lewensiklusonderhoudskoste met 25% verminder.
- InfrastruktuursektorHoofsaaklik toegepas op staalonderdele vir brûe, tonnels, toringkonstruksies (kommunikasietorings, oordragstorings), waterbehoud- en hidrokragprojekte. Vervaardigingsvereistes: komponente moet hoë sterkte, hoë taaiheid, korrosiebestandheid en moegheidsweerstand hê om by komplekse buite- en onderwateromgewings aan te pas. Byvoorbeeld, brugkomponente gebruik dik staalplate van S355, Q355 of hoër grade met korrosiebeskeringsbehandeling. Die Hutong Yangtse-rivier spoor- en padbrug gebruik Q500qE-hoësterkte staal met 'n enkele oopspan van meer as 1 092 meter, wat 'n wêreldrekord vestig. Brûe in koue streke moet boonop sneeulading en lae temperature weerstaan, en voldoen aan gehalte- en veiligheidsbestuurspesifikasies vir staalstrukture in koue streke.
- Industriële sektorWyd gebruik in industriële toerusting, elektriese en elektroniese behuizings, meganiese onderdele, offshore-fasiliteite (aflandige windturbine-torings, diepwaterboorplatforms), chemiese toerustingondersteunings en meer. Vervaardigingsvereistes: komponente moet hoë sterkte, korrosiebestandheid en slytasiebestandheid lewer vir harde industriële omgewings. Komponente vir offshore-fasiliteite gebruik soutspuit- en korrosiebestande hoësterkte-staalplate met beskermende bedekkings. Hoësterkte-staalonderdele verminder die gewig van enkelmasjienondersteuningstrukture vir aflandewindtorings met 12% en verlaag koste met 8%. Ondersteunings vir chemiese toerusting vereis suur- en logresistente materiale.

4. Keuse-gids vir strukturele staal en plaatfabrikasie
4.1 Materiaalkeuse
Die keuse is hoofsaaklik gebaseer op projekbelastingvereistes, omgewingsomstandighede en begroting, met spesifieke aanbevelings soos volg:
- Laadvereistes: S235, Q235 grade met 'n dikte van 5–30 mm vir algemene siviele en klein industriële scenario's (klein werkswinkels, pakhuise); S355, Q355 grade met 'n dikte van 30–80 mm vir groot nywerheidsgeboue, hoë geboue en brûe; S460, Q460 of hoër hoësterktegrade met 'n dikte van 80–100 mm vir superhoë geboue, mega-projekte en aflandige fasiliteite (bv. Shanghai-toring en Zhangjinggao Yangtse-rivierbrug).
- Omgewingsomstandighede: Korrosiebestande strukturele staalplate met 'n anti-korrosie-bedekking vir buitelug-, vogtige en kusomgewings (brûe, offshore-fasiliteite); staalplate met hoë taaiheid en lae temperatuurweerstand om brose breuke in koue streke te voorkom, in volle ooreenstemming met ontwerp- en vervaardigingskodes vir koue streke; plate met hoë temperatuur- en suur-alkaliweerstand vir hoë-temperatuur- en chemiese omgewings.
- BegrotingsbeheerGee prioriteit aan koste-effektiewe grade en spesifikasies om oor-spesifisering van hoë sterkte of oormatige dikte te vermy. Materiaalkoste kan verder verminder word deur afmetings te optimaliseer en snyverliese te minimaliseer – byvoorbeeld het Baotou Iron & Steel se Dunplaatfabriek die opbrengs met 0,221 TP3T verbeter deur snyverlies-uitlegbenchmerke te optimaliseer.
4.2 Prosesseleksie
Die keuse word bepaal deur komponentafmetings, presisiebehoeftes, produksievolume en begroting:
- Hoë-presisie, kompleks gevormde komponente (klein dra-brackets, dekoratiewe onderdele): lasersny + gasmetaalbooglas om presisie en laskwaliteit te verseker.
- Dik en hoësterkte staalplate (brug-, offshorekomponente): waterjetsny + onderdompelde booglas om termiese vervorming te minimaliseer en lasdoeltreffendheid en kwaliteit te verbeter.
- Massaproduksiekomponente met algemene presisiebehoeftes (werkswinkelbalke, kolomme): plasmasny + gasmetaalbooglas vir gebalanseerde doeltreffendheid en koste.
- Groot, eenvoudig gevormde komponente (ru-kolommateriale): saagwerk + handbooglas om koste te verminder.

5. Gereelde vrae
V: Wat is die verskil tussen strukturele staalvervaardiging en plaatvervaardiging?
A: Die kernverskil lê in die verwerking van voorwerpe en fokus. Strukturele staalvervaardiging verwerk verskeie strukturele staalsoorte (seksies, plate) en fokus op die vervaardiging van draende komponente met volledige kwaliteitsbeheer oor die hele siklus vir laadvermoë en stabiliteit. Platevervaardiging verwerk slegs staalplate en fokus op sny, buig en oppervlakbehandeling sonder komplekse montering of streng beheer oor draende prestasie, en dien dikwels as 'n voorlopige stap vir strukturele staalvervaardiging of vervaardig eenvoudige nie-draende onderdele.
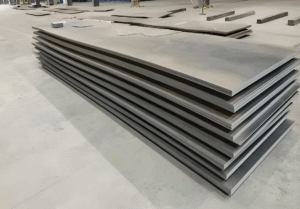
V: Wat is algemene diktes van strukturele staalplate?
A: Algemene diktes wissel van 5 mm tot 100 mm: 5–30 mm vir algemene siviele geboue, klein industriële werkswinkels en dekoratiewe komponente; 30–80 mm vir groot industriële geboue, hoë geboue en brûe; 80–100 mm vir uiters hoë geboue, seeplatforms en groot brûe. Dikker plate kan vir spesiale toepassings aangepas word, met materiaalgrade wat ooreenstem om laadverdraagsverrigting te verseker.
V: Hoe verseker mens die kwaliteit van strukturele staal- en plaatfabricering?
A: Kwaliteit word gewaarborg deur vier sleutelmaatreëls:
Streng materiaalinspeksie om nie-konformeernde materiale te verwerp;
Gestasionaliseerde vervaardigingsprosesse met duidelike standaarde vir elke stap, kwalifikasie van die lasprosedure voor laswerk, en streng parameterbeheer;
Verbeterde inspeksie met “n drieledige inspeksiesisteem, nie-vernietigende toetsing en voor-samestellingsinspeksie om aan standaarde te voldoen;
Personeelopleiding om tegniese vaardighede en kwaliteitbewustheid te verbeter, in volle nakoming van bedryfs- en gespesialiseerde kodes (bv. kouestreekingenieurswese-kwaliteitbepalings).
V: Is komponente van strukturele staal en plaatfabricering herwinbaar?
A: Ja, strukturele staal is ten volle herwinbaar. Afval van vervaardiging (snyreste) kan herwin en herverwerk word in klein komponente of weer gesmelt word tot staal. Afgebroke strukturele staalonderdele kan, na inspeksie en herstel, hergebruik word in klein of tydelike projekte, wat 'n sirkulêre benutting van hulpbronne moontlik maak, groen vervaardiging ondersteun en koolstofpiek- en koolstofneutraliteitsdoelwitte bevorder, terwyl materiaalafval en koste verminder word.
V: Watter oorwegings geld vir strukturele staal en plaatfabricering in projekte in koue streke?
A: Drie sleutelprioriteite vir koue streke:
Materiaalkeuse: strukturele staalplate met hoë taaiheid en lae-temperatuurweerstand om breekbare breuke te voorkom;
Ontwerpoptimalisering: neem nadelige gevolge van sneeulading en temperatuurinvloede in ag, optimaliseer die ontwerp van gewrigsverbindinge;
Fabrikasieprosesse: beheer lasttemperature om koudbarsting te voorkom, en versterk die korrosiebestande behandeling om korrosie deur vries-ontdooiingsiklusse te weerstaan.
6. Gevolgtrekking
Strukturele staal- en plaatfabricering is 'n fundamentele pilaar in moderne konstruksie, infrastruktuur en nywerheid, met kwaliteit wat direk die ingenieursveiligheid, stabiliteit en dienslewe bepaal. Aangedryf deur intelligente, groen en hoësterkte-ontwikkelingstrends sal tegnologiese vlakke en bedryfsspesifikasies voortgaan om vooruit te gaan, wat strukturele staal- en plaatfabricering in staat stel om in die toekoms 'n selfs meer betekenisvolle rol in hoë-endprojekte en internasionale ondernemings te speel.
Verwysings
- Chinese standaarde: Algemene Kode vir Staalstrukture (GB 55006-2021, verpligte ingenieurskonstruksiekode); Tegniese standaard vir staalstruktuurfabrikasie (T/CSCS 016-2021); Kennisgewing oor verdere versterking van kwaliteit- en veiligheidsbestuur van staalstruktuur-ingenieurswese in koue streke
- Internasionale standaarde: EN 10025-2:2004 (Europese strukturele staalstandaarde); ASTM A36/A572 (Amerikaanse strukturele staalstandaarde)