In die veld van staal se korrosiebeskeringsbehandeling het sinkbedekkingbeskerming weens beheersbare koste en 'n stabiele beskermingsdoeltreffendheid 'n hoofstroomoplossing in ingenieurskonstruksie en vervaardiging geword. Daarvan is heet-doen-galvanisering (HDG, die bedryfshoofstroom vir gegalvaniseerde staal) en elektro-galvanisering (sinkgelaat) die twee mees algemeen gebruikte prosesse.
Hulle verskil egter aansienlik in prosesbeginsels, prestasie en toepassingsscenario's, wat maklik deurmekaar geloop kan word. Vir ingenieurs, kopers en tegniese praktisyns sal 'n verkeerde materiaalkeuse nie net lei tot voortydige korrosie van onderdele en verwerkingsfoute nie, maar ook tot 'n skerp toename in latere onderhoudskoste. Gebaseer op bedryfs-tegniese parameters en praktiese toepassingsscenario's ontleed hierdie artikel sistematies die kernverskille tussen warm-dip gegalvaniseerde staal en sinkgeplateerde staal en bied direk toepaslike materiaalkeuselogika om akkurate besluitneming te ondersteun.
Sinkgelaatstaal
Zinkgeplate staal, ook bekend as elektrogegalvaniseerde staal in die bedryf, berus op die beginsel van elektrochemiese neerslag om die adhesie van die zinklaag te bewerkstellig. Die spesifieke proses is soos volg: doop die staalwerkstuk wat van vet ontdoen en ontroes is deur pikling in 'n elektrolietoplossing wat sinksoute (soos sinksulfaat en sinkchloried) bevat, en pas 'n gerigte elektriese stroom toe om sinkione in die oplossing op die oppervlak van die werkstuk te reduseer en af te lê, wat 'n uniforme suiwer sinklaag vorm. Die grootste kenmerk van hierdie proses is dat dit by kamertemperatuur verwerk word sonder dat hoë temperature deurgaans gebruik word. Die laag en die substraat is slegs fisies aan mekaar geheg sonder 'n metallurgiese reaksie. Die dikte van die laag kan presies beheer word deur die stroomsterkte en die elektrolisistyd, met uitstekende eenvormigheid.
Wat prosesbesonderhede betref, is die konvensionele diktesbereik van 'n sinkgeplateerde laag 5–10 mikron, en die maksimum kan 25 mikron bereik ('n oormatige dik laag is geneig om af te skilfer). Om die korrosiebestandheid en voorkomsgehalte te verbeter, gebruik die bedryf dikwels 'n chroomateringsomskakelingsbehandeling om passiverings-effekte soos blou-wit en iriserend te bewerkstellig, wat nie net die korrosiebestandheid van die sinklaag verhoog nie, maar ook die oppervlak-estetika optimaliseer. Daarbenewens het sinkbedekking 'n kort produksie-siklus en 'n eenvoudige prosesvloei, wat geskik is vir gestandaardiseerde verwerking van groot hoeveelhede presisieonderdele, en word dit wyd gebruik in velde soos siviele hardeware en motorinterieuronderdele.

Heetgedoopte gegalvaniseerde staal
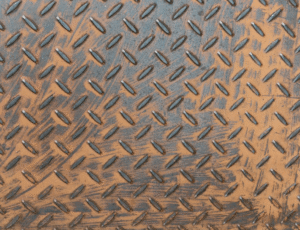
Heet-dip gegalvaniseerde staal maak hoofsaaklik gebruik van die heet-dip galvaniseringsproses (HDG). Anders as die kamertemperatuur-fisiese afsetting van sinkbedekking, is dit “n hoë-temperatuur metallurgiese bindingsproses. Die prosesvloei is soos volg: eerstens word die staalwerkstuk deeglik ontvet en ontkalksteen om oppervlakoksideskaal en onreinhede te verwyder, en dan word die werkstuk in gesmelte sinkbad met ”n temperatuur van ongeveer 450 °C ondergedompel. Op hierdie stadium ondergaan die staalbasis en die gesmelte sink 'n heftige metallurgiese reaksie, wat 'n samestellende laag van 'n sink-ysterlegeringslaag en 'n suiwer sinkbuitelaag vorm. Hierdie samestelde laag is nou met die substraat geïntegreer in plaas van bloot oppervlakhegting, en sy beskermende stabiliteit is baie beter as dié van sinkgeplateerde bedekkings.
Wat kernprosessparameters betref, kan die dikte van die warm-doop gegalvaniseerde laag volgens vereistes aangepas word, met 'n konvensionele reeks van 45–200 mikron. In sterk korrosiewe omgewings soos mariene en chemiese nywerhede kan die dikte verder verhoog word deur die proses te optimaliseer. Wat voorkoms betref, het die oppervlak van warm-doop gegalvaniseerde werkstukke gewoonlik unieke glinsterende kristallyne patrone, wat 'n matte en growwe tekstuur met 'n kenmerkende industriële styl vertoon. Daar moet op gelet word dat hoëtemperatuurbehandeling die oppervlakmikrostruktuur van die werkstuk sal verander, wat waarskynlik tot geringe vervorming van dunplaatwerkstukke (dikte < 2 mm) sal lei, en die afmetingstoleransie van presisieonderdele kan beïnvloed. Daarom is dit nie geskik vir scenario's met uiters hoë vereistes vir verwerkingsakkuraatheid nie.

Kernprestasievergeliking
| Vergelykingsdimensie | Sinkgelaatstaal | Heet-gedompelde gegalvaniseerde staal (HDG) |
| Bedekkingsdikte | 5–10 mikron (dun laag), maksimum 25 mikron | 45–200 mikron (dikke laag), kan in mariene omgewings verder verhoog word |
| Korrosiebestandheid | Middel, geskik vir binnenshuise droë omgewings (korrosieklas C1-C2), dienslewe van 5–10 jaar, geneig tot witroes na langdurige blootstelling | Uitstekend, geskik vir harde buitelugomgewings (korrosieklas C4–C5), dienslewe van 20–50 jaar, met 'n opofferingsanodebeskermingseienskap, en steeds in staat om die basismateriaal te beskerm nadat die laag beskadig is. |
| Bedekkingshegting en taaiheid | Matige hechting, uitstekende buigsaamheid, kan daaropvolgende prosesse soos buig, klink en stempel weerstaan sonder om maklik af te skil. | Uiters sterk adhesie (metaalkundige binding), maar die laag is relatief bros, nie geskik vir koudbewerkingsdeformasie nie, en geneig om onder ernstige buiging af te skil. |
| Uiterlike voorkoms, prestasie | Gladde en helder oppervlak, kan deur passiveringsbehandeling blou-wit, iriserende en ander effekte bereik, hoë estetiese waarde, geskik vir tonele met voorkomsvereistes | Matte en growwe oppervlak met natuurlike sinkblom-patrone, industriële visuele tekstuur, nie geskik vir dekoratiewe tonele nie |
| Koste-vlak | Lae aanvanklike aankoopkoste, eenvoudige prosesvloei, geskik vir begrotingsgevoelige en korttermyn-gebruiksituasies | Hoë aanvanklike aankoopkoste, maar langtermynbeskerming kan daaropvolgende onderhouds- en vervangingskoste aansienlik verminder, met meer voordele in die totale lewensikluskoste. |
| Verwerkingsimpak | Verwerking by kamertemperatuur, geen risiko van termiese vervorming nie, beheersbare afmetingstoleransie (nauwkeurigheid tot ±0,01 mm), geskik vir die verwerking van presisieonderdele. | Hoë temperatuur kan waarskynlik vervorming van dunne plaatwerkstukke (dikte < 2 mm) veroorsaak, en bedekkingsreste kan vormsopeenhoping veroorsaak, wat 'n groot invloed op die akkuraatheid van presisiebewerking het. Dit word aanbeveel om eers te bewerk en dan te galvaniseer. |
| Spesiale risiko's | waterstofgebrekkigheid is waarskynlik tydens die elektroliseprooses. Hoësterkte-staalwerkstukke benodig 'n daaropvolgende gedehidrogenasiebehandeling om breuk tydens gebruik te voorkom. | 'n Hoëtemperatuuromgewing kan die risiko van waterstofbrosheid uitskakel en is geskik vir hoësterkte-staaldele, maar plaaslike herstelwerk ná skade aan die laag is moeilik en die herstelresultaat is moeilik om te waarborg. |
Scenario-gebaseerde gids vir materiaalkeuse
Scenario's waar sinkgecoate staal verkies word
- Binnenshuise droë omgewingscenario's: Toepaslik vir omgewings met korrosieklas C1–C2, soos interne onderdele van huishoudelike toestelle, kabinette vir elektroniese toerusting, binne-meubelhardeware en koppelstukke van kantoorapparatuur. Sulke scenario's het matige anti-korrosievereistes, en sinkbedekking kan aan die dienslewe-eis van 5–10 jaar voldoen.
- Presisieonderdele en voorkoms vereis scenario'sSoos bevestigingsmiddels vir motorinterieurs, dashbordonderdele en dekoratiewe hardeware. Hierdie onderdele het hoë vereistes vir afmetingsakkuraatheid (toleransie ±0,01 mm) en benodig 'n gladde oppervlakte-tekstuur. Die hoë presisie en pasiveringsbare eienskappe van sinkbedekking kan hierdie behoeftes perfek vervul, terwyl dit daaropvolgende verf- en poeierbedekkingsprosesse vergemaklik.
- Scenario's wat daaropvolgende verwerking vereis: Soos klein bevestigingsmiddels soos boute, moere, pakkings en vere. Hierdie onderdele benodig dikwels verdere verwerking soos buig, nitwerk en stanswerk. Die uitstekende buigsaamheid van sinkbedekking kan voorkom dat die laag tydens verwerking afskilfer en produkprestasie verseker.
- Begrotingsgevoelige en korttermynbeskermingscenario's: Soos klein- en mediumgrootte siviele hardeware, DIY-handwerkonderdele en tydelik opgerigte binnenshuise fasiliteite. Hierdie scenario's het lae vereistes vir dienslewe (binne 5 jaar), en die laekostevoordeel van sinkbedekking kan inkoopkoste doeltreffend beheer.
Scenario's waar warm-dip gegalvaniseerde staal verkies word
- Buite-omgewing met harde toestandeToepaslik vir omgewings met korrosieklas C4–C5, soos bruekomponente, snelwegversperrings, kragtorings, kommunikasietorings, mariene hawinfrastruktuur en toerusting vir chemiese aanlegte. Hierdie scenario's is blootgestel aan erosie soos wind, reën en soutspuit, en die dik laag van warmdipgalvanisering kan langdurige beskerming vir meer as 20 jaar bied.
- Langtermynbeskermings-eis-scenario'sSoos staalstrukture van nywerheidsaanlegte, landboumasjinerie en toerusting, buiteheine, dakafvoerstelsels en munisipale openbare fasiliteite. Hierdie fasiliteite is moeilik en duur om na installasie te onderhou. Die duursaamheid van warmdipgalvanisering kan die onderhoudsfrekwensie aansienlik verminder en die dienslewe verleng.
- Hoësterkte-staal en skadeverdraagsame scenario's: Soos motor-ophangvere, groot meganiese lasdraende komponente en verbindings vir staalstrukture in geboue. Hierdie onderdele moet groot laste dra en risiko's van waterstofgebrekkigheid vermy. Die metaalbondingseienskappe en die voordeel van waterstofgebrekkigheid-vryheid van warmdoopgalvanisering kan veilige gebruik verseker en kraptekens en botsings tydens vervoer en installasie weerstaan.
- Prioriteitsscenario's vir totale lewensikluskoste: Soos grootskaalse ingenieurswerke en langtermyn buite-fasiliteite. Alhoewel die aanvanklike aankoopkoste van sulke projekte relatief hoog is, kan die langtermynbeskerming deur warmdipgalvanisering gereelde deelvervanging vermy, latere onderhoud en stilstandverliese verminder, en is dit meer ekonomies vanuit die oogpunt van die totale lewensiklus.
Algemene misverstande en voorsorgmaatreëls
Misverstande 1: Om “galvaniseer” direk met sinkbedekking gelyk te stel
In die ingenieursveld beteken “gegalvaniseer” standaard warmdipgalvanisering (HDG). Wanneer daar in inkoop- en tegniese werk gekommunikeer word, is dit nodig om die prosesnaam duidelik te spesifiseer, wat aangedui kan word as “HDG (warmdipgegalvaniseer)” of “zinkbedek”, om voorsieningsafwykings wat deur terminologieverwarring veroorsaak word, te voorkom.
Misverstand 2: Aanname dat hoe dikker die laag, hoe beter die anti-korrosie-effek.
Wanneer die dikte van 'n sinkbedekte laag 25 mikron oorskry, sal die adhesie aansienlik afneem en is skilfering en bobbelvorming geneig om voor te kom; 'n oormatige dik heetdip-gegalvaniseerde laag sal die afmetingsakkuraatheid van presisieonderdele beïnvloed en die verwerkingsmoeilikheid verhoog. Dit is nodig om 'n redelike dikte volgens die toepassingscenario te kies.
Misverstand 3: lukraak herstel van beskadigde warmdip-galvaniseerde laag
Die korrosiebestande effek van warmdipgalvanisering hang af van die ongeskonde komposietbedekking. Dit is moeilik om plaaslike skade deur verf of herbedekking te herstel om 'n uniforme metallurgiese bindlaag te vorm, en die herstelde area sal waarskynlik 'n korrosiedeurbraakpunt word. Vir buiteonderdele moet die strukturele ontwerp vooraf geoptimaliseer word om bedekkingbeskadiging te voorkom.
Aanvullende notas
Beide warm-dip gegalvaniseerde staal en sinkgeplateerde staal gebruik die offeranode-beskermingsbeginsel. Die sinklaag sal voorkeur gee aan korrosie bo die staalbasis. Wanneer die sinklaag heeltemal uitgeput is, sal die basis vinnig roes. Daarom is dit nodig om die toestand van die sinklaag gereeld volgens die verwagte dienslewe te kontroleer en betyds onderhoudsmaatreëls te tref. Intussen is beide nie geskik vir uiters korrosiewe omgewings soos sterk suur en sterk loog nie. Vir sulke scenario's moet korrosiebestande bedekkings en vlekvrye staalmateriale gebruik word om die beskerming verder te optimaliseer.
Gevolgtrekking
Die keuse van warmgalvaniseerde staal en sinkgelaaide staal is in wese “n proses om ”presisie, koste, voorkoms“ met ”beskermingssterkte, duursaamheid“ te balanseer. Die kernbesluitnemingslogika kan saamgevat word as die ”Drie Prioriteite en Drie Volgordes": eers die korrosieklas van die diensomgewing en die verwagte beskermingslewe bepaal, dan die bedekkingsdikte en anti-korrosievereistes vaslê; eers die verwerkingstegnologie en afmetingsakkuraatheidsvereistes van die onderdele bevestig, dan die bedekkingsduursaamheid en verwerkingsaanpasbaarheid beoordeel; eers die aanvanklike aankoopkoste en latere onderhoudskoste bereken, dan die meer ekonomiese oplossing vir die totale lewensiklus kies. Daarbenewens moet daar op spesiale risikobeheer gefokus word: warmgalvanisering word verkies vir hoësterkte-staalonderdele om waterstofontbroseerbaarheid te voorkom, terwyl sinkbedekking verkies word vir presisie-dekoratiewe onderdele om voorkoms en akkuraatheid te verseker.
Gereelde vrae
V1: Wat gebeur as sinkgecoate onderdele buite gebruik word?
'n: Hulle kan 1–3 jaar onder droë, goed geventileerde kappe hou. In omgewings wat aan direkte sonlig, reën, veral hoë vogtigheid en hoë soutinhoud blootgestel is, kan wit roes (sinkoute) binne 'n paar maande verskyn, gevolg deur rooi roes (ysterroes). Dit word nie aanbeveel vir draende of belangrike buite-strukture nie.
Q2: Kan warm-gedompelde gegalvaniseerde werkstukke gelas of gesny word?
'n: Ja, maar dit sal die bedekking ernstig beskadig. Hoë lasertemperature sal die sinkbedekking verbrand, en die gesnyde gedeelte sal glad geen beskerming hê nie. Spesiale sinkryke bedekkings (soos koudgespuite sink) moet op die beskadigde area aangebring word vir latere herstel; anders sal hierdie punt die beginpunt van korrosie word.
Q3: Watter tipe dui die term “gegalvaniseer” op die mark standaard aan?
'n: In die konstruksie- en strukturele ingenieurswese verwys “gegalser” gewoonlik standaard na warmdip-galvanisering. In die velde van presisievervaardiging, bevestigingsmiddels en motoronderdele verwys “gegalser” dikwels na sinkbedekking. Wanneer navrae of aankope gemaak word, maak seker dat die volle term gebruik word om verwarring te voorkom.