In modern construction and industry, structural steel and plate fabrication serves as a core process supporting the implementation of various large-scale projects. From the frame supports of super high-rise buildings and load-bearing structures of cross-sea bridges to the main components of industrial workshops and anti-corrosion parts for offshore facilities, the quality of structural steel and plate fabrication directly determines the safety, stability and service life of engineering projects. This article provides a systematic and practical comprehensive guide focusing on the definition, workflow, methods, material selection and applications of structural steel and plate fabrication.
1. What is Structural Steel and Plate Fabrication?
Structural steel and plate fabrication refers to the entire process of processing structural steel and steel plates into load-bearing components (such as beams, columns, brackets, trusses, etc.) that meet engineering design requirements through a series of professional processes including cutting, bending, welding and assembly. It is the core link transforming steel structure engineering from design drawings to physical construction.
It differs fundamentally from ordinary steel processing and simple welding: ordinary steel processing only involves basic cutting and grinding of materials without precise control of load-bearing performance; simple welding is merely a single processing technique, whereas structural steel and plate fabrication covers the full cycle of “design – material selection – processing – inspection”. Its core requirement is to ensure the load-bearing capacity, stability and durability of components to adapt to complex project demands. For scenarios with extreme performance requirements such as super high-rise buildings and large bridges, strict compliance with manufacturing specifications is essential.
Key Material Properties
The core mechanical properties of structural steel include yield strength, tensile strength, ductility and weldability, which directly influence design and material selection.
Yield strength is the most frequently used indicator for designers. Within the CEN product standard system, steel grades directly reflect yield strength – for example, S355 steel indicates a minimum yield strength of 355 N/mm² for material thickness ≤16mm. Notably, yield strength decreases as plate thickness increases, a factor designers must account for in material selection.
Ductility is equally critical, measuring a material’s plastic deformation capacity from yielding to fracture. Design relies on ductility to achieve stress redistribution, uniform load distribution in bolt groups, and feasibility of welding, bending and other fabrication processes.
In practical engineering, different scenarios impose differentiated performance requirements on steel. S275 steel is commonly used for railway bridges, as such structures are typically governed by stiffness or fatigue design rather than strength. S355 steel is the mainstream choice for highway bridges, striking an optimal balance between processability, availability and cost-effectiveness. High-strength steels such as S460 are suitable for weight-sensitive applications or cases requiring reduced plate thickness, yet offer no advantages in designs governed by fatigue, stiffness or instability of slender members.
2. Processing Technologies for Structural Steel and Plate Fabrication
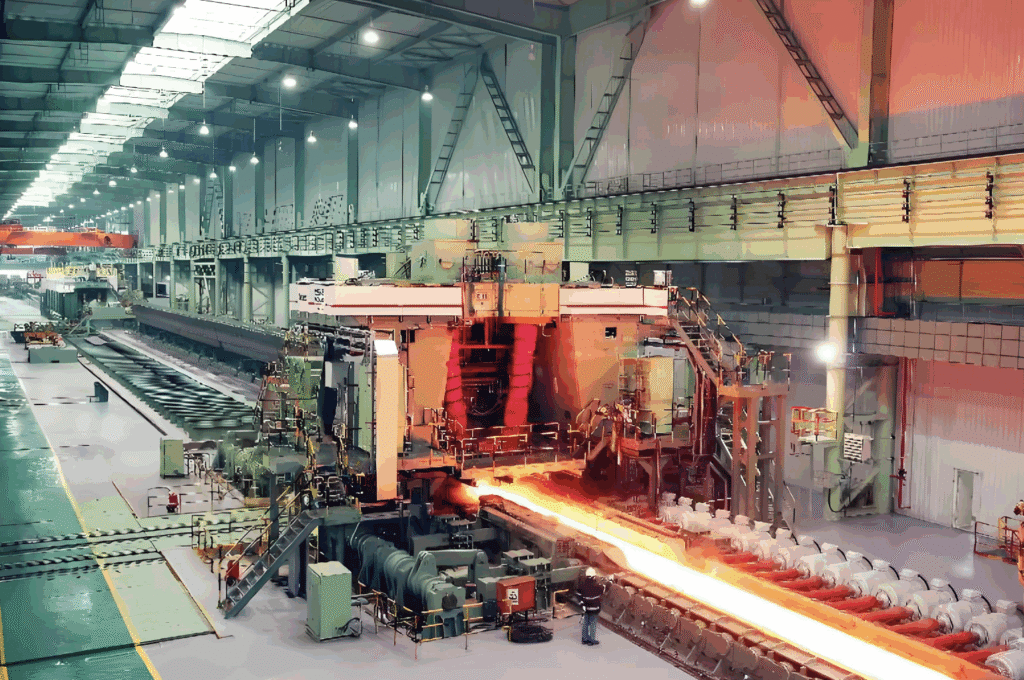
Modern structural steel workshops have shifted from traditional manual operation to automated and digitalized production modes. Understanding these processes helps design engineers optimize designs and fully leverage manufacturing capabilities.
2.1 Cutting and Blank Cutting
Cutting is the first processing step, determining the basic shape and dimensional accuracy of components.
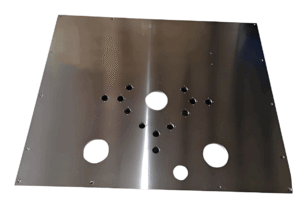
Modern cutting methods have greatly improved efficiency and precision. Multi-axis laser machining centers can complete bevel cutting, bolt hole processing and other operations on H-beams or hollow sections up to 40 feet long in a single setup without manual material flipping. Such high-precision processing eliminates assembly gaps on-site and avoids excessive filler welding.
CNC plasma cutting is suitable for rapid blanking of medium and thick plates, while CNC sawing machines excel at fixed-length sawing of sections. Automated equipment maintains cutting precision within extremely narrow tolerances, laying a foundation for subsequent processes.
Traditional methods such as flame cutting still apply in specific thickness ranges and on-site fitting scenarios but are gradually being replaced in mass production and high-precision projects.
2.2 Forming and Machining
Forming processes transform flat plates into required curved or three-dimensional shapes.
Bending and pressing rely on high-tonnage presses. For complex curved surfaces or thick plate forming, innovative processes such as “trend analysis + flame straightening” meet precision requirements while reducing mold costs.
Secondary machining includes drilling, threading, milling and more, usually performed via CNC machining centers after cutting. Modern workshops integrate multiple processes on a single machine to minimize material handling and clamping errors.

2.3 Assembly and Joining
Welding technology is the core of structural steel processing. Although manual welding remains in use, robotic welding is rapidly gaining popularity. Modern intelligent robots equipped with arc sensing and laser vision systems can detect joint positions and bevel dimensions in real time and automatically adjust welding parameters. For beams with slight bending or imperfect squareness during assembly, robots dynamically adjust voltage and travel speed to ensure consistent penetration.
In large-scale modular fabrication projects, robotic welding enables full-process automation. On Z Modular’s production lines, material handling robots collaborate with welding robots to automatically grab steel sections of various specifications, assemble and weld frames in fixtures. Upon completion of welding, modules proceed to subsequent assembly processes, achieving an overall factory completion rate of over 90%.
Controlling welding deformation is key to ensuring final precision. Engineers optimize welding sequences, apply anti-deformation measures and monitor deformation data in real time to keep welding shrinkage and distortion within design allowances.
Bolted connections are widely used in demountable structures and on-site installation. Strict process requirements apply to friction surface treatment, torque control and inspection of high-strength bolt connections.
2.4 Automated Material Handling
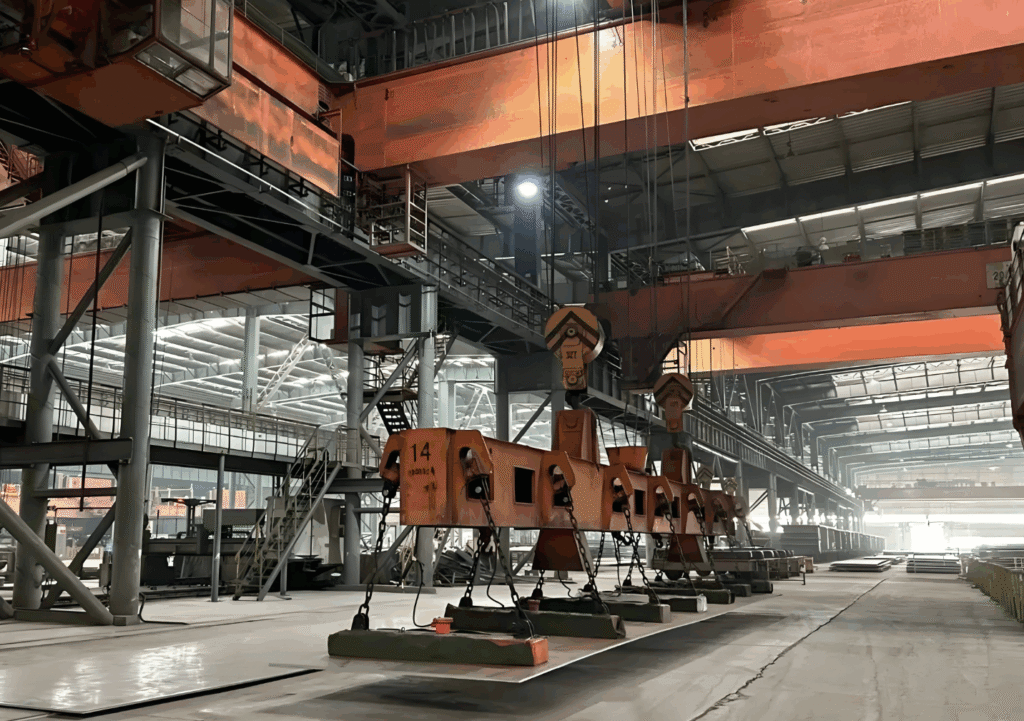
The handling of heavy components within workshops represents a major source of safety risks and production bottlenecks.
Modern workshops integrate automated guided vehicles (AGVs) and heavy-duty conveying systems to deliver raw materials directly from storage yards to CNC processing lines without forklift operations. Material flow synchronizes with information flow, allowing CNC plasma cutting tables to continue processing plates during non-working hours.
Automated material handling eliminates logistical chaos between processes, ensures stable and continuous production, and significantly improves equipment utilization and productivity.
3. Applications of Structural Steel and Plate Fabrication
- Construction Sector: Primarily used for frame structures of multi-story and high-rise buildings, prefabricated steel structures, workshops, warehouses and parking facilities, as well as building curtain walls, stairs, railings and other components.Manufacturing requirements: components must feature excellent load-bearing capacity and stability to match building height and load demands. S235, Q235 grades are suitable for civil buildings, while S355, Q355 and higher high-strength grades are required for high-rise buildings, along with anti-corrosion and fireproof treatments. Driven by new-type urbanization, demand for structural steel components for urban utility tunnels and prefabricated buildings has increased substantially. Lightweight steel components can shorten construction cycles by 40% and reduce full-life-cycle maintenance costs by 25%.
- Infrastructure Sector: Mainly applied to steel components for bridges, tunnels, tower structures (communication towers, transmission towers), water conservancy and hydropower projects.Manufacturing requirements: components must possess high strength, high toughness, corrosion resistance and fatigue resistance to adapt to complex outdoor and underwater environments. For example, bridge components adopt thick steel plates of S355, Q355 or higher grades with anti-corrosion treatment. The Hutong Yangtze River Rail-Road Bridge uses Q500qE high-strength steel with a single span exceeding 1,092 meters, setting a world record. Bridges in cold regions must additionally resist snow loads and low temperatures, complying with quality and safety management specifications for cold-region steel structures.
- Industrial Sector: Widely used in industrial equipment, electrical and electronic enclosures, mechanical parts, offshore facilities (offshore wind turbine towers, deepwater drilling platforms), chemical equipment supports and more.Manufacturing requirements: components must deliver high strength, corrosion resistance and wear resistance for harsh industrial environments. Offshore facility components use salt-spray and corrosion-resistant high-strength steel plates with protective coatings. High-strength steel components reduce the weight of single-machine support structures for offshore wind towers by 12% and lower costs by 8%. Chemical equipment supports require acid and alkali resistant materials.

4. Selection Guide for Structural Steel and Plate Fabrication
4.1 Material Selection
Selection is based primarily on project load requirements, environmental conditions and budget, with specific recommendations as follows:
- Load Requirements: S235, Q235 grades with thickness 5–30mm for general civil and small industrial scenarios (small workshops, warehouses); S355, Q355 grades with thickness 30–80mm for large industrial buildings, high-rises and bridges; S460, Q460 or higher high-strength grades with thickness 80–100mm for super high-rises, mega-projects and offshore facilities (e.g., Shanghai Tower and Zhangjinggao Yangtze River Bridge).
- Environmental Conditions: Corrosion-resistant structural steel plates with anti-corrosion coating for outdoor, humid and coastal environments (bridges, offshore facilities); high-toughness, low-temperature-resistant steel plates to prevent brittle fracture in cold regions, in strict accordance with cold-region design and fabrication codes; high-temperature and acid-alkali resistant plates for high-temperature and chemical environments.
- Budget Control: Prioritize cost-effective grades and specifications to avoid over-specifying high strength or excessive thickness. Material costs can be further reduced by optimizing dimensions and minimizing cutting losses – for example, Baotou Iron & Steel’s Thin Plate Plant improved yield by 0.22% by optimizing cutting loss layout benchmarks.
4.2 Process Selection
Selection is determined by component dimensions, precision requirements, production volume and budget:
- High-precision, complex-shaped components (small load-bearing brackets, decorative parts): laser cutting + gas metal arc welding to ensure precision and weld quality.
- Thick and high-strength steel plates (bridge, offshore components): waterjet cutting + submerged arc welding to minimize thermal deformation and improve welding efficiency and quality.
- Mass-produced components with general precision requirements (workshop beams, columns): plasma cutting + gas metal arc welding for balanced efficiency and cost.
- Large-size, simple-shaped components (raw column materials): sawing + manual arc welding to reduce costs.

5. Frequently Asked Questions
Q: What is the difference between structural steel fabrication and plate fabrication?
A: The core difference lies in processing objects and focus. Structural steel fabrication processes various structural steels (sections, plates) and focuses on manufacturing load-bearing components with full-cycle quality control for load capacity and stability. Plate fabrication processes only steel plates, focusing on cutting, bending and surface treatment without complex assembly or strict load-bearing performance control, often serving as a preliminary step for structural steel fabrication or producing simple non-load-bearing parts.
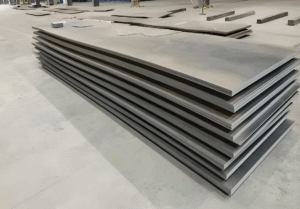
Q: What are common thicknesses of structural steel plates?
A: Common thicknesses range from 5mm to 100mm: 5–30mm for general civil buildings, small industrial workshops and decorative components; 30–80mm for large industrial buildings, high-rises and bridges; 80–100mm for super high-rises, offshore facilities and large bridges. Thicker plates can be customized for special applications, with material grades matched to ensure load-bearing performance.
Q: How to ensure the quality of structural steel and plate fabrication?
A: Quality is guaranteed through four key measures:
Strict material inspection to reject non-conforming materials;
Standardized fabrication processes with clear standards for each step, welding procedure qualification before welding, and strict parameter control;
Enhanced inspection with a “three-inspection system”, non-destructive testing and pre-assembly inspection to meet standards;
Personnel training to improve technical skills and quality awareness, in full compliance with industry and specialized codes (e.g., cold-region engineering quality specifications).
Q: Are components from structural steel and plate fabrication recyclable?
A: Yes, structural steel is fully recyclable. Scrap from fabrication (cutting remnants) can be recycled and reprocessed into small components or remelted into steel. Demolished structural steel components, after inspection and repair, can be reused in small or temporary projects, realizing resource circular utilization, supporting green manufacturing and carbon peaking/carbon neutrality goals while reducing material waste and costs.
Q: What considerations apply to structural steel and plate fabrication in cold-region projects?
A: Three key priorities for cold regions:
Material selection: high-toughness, low-temperature-resistant structural steel plates to prevent brittle fracture;
Design optimization: account for adverse effects of snow loads and temperature effects, optimize joint connection design;
Fabrication processes: control welding temperatures to avoid cold cracking, and strengthen anti-corrosion treatment to resist corrosion from freeze-thaw cycles.
6. Conclusion
Structural steel and plate fabrication is a foundational pillar in modern construction, infrastructure and industry, with quality directly determining engineering safety, stability and service life. Driven by intelligent, green and high-strength development trends, technological levels and industry specifications will continue to advance, enabling structural steel and plate fabrication to play an even more significant role in high-end projects and international undertakings in the future.
References
- Chinese Standards: General Code for Steel Structures (GB 55006-2021, mandatory engineering construction code); Technical Standard for Steel Structure Fabrication (T/CSCS 016-2021); Notice on Further Strengthening Quality and Safety Management of Steel Structure Engineering in Cold Regions
- International Standards: EN 10025-2:2004 (European structural steel standards); ASTM A36/A572 (American structural steel standards)